

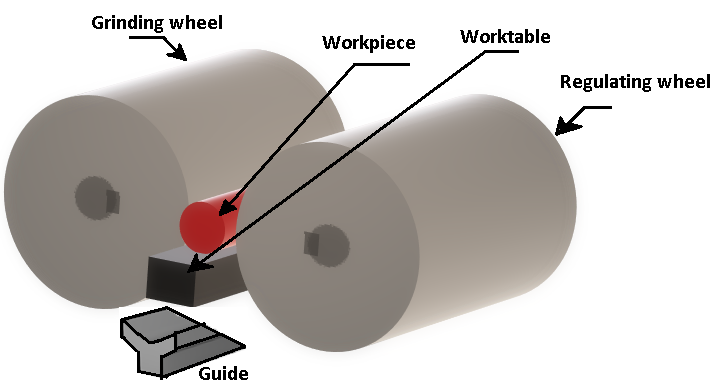
सेंटरलेस ग्राइंडिंग प्रक्रिया एक प्रकार की non-conventional अपघर्षक ग्राइंडिंग प्रक्रिया है जिसमें वर्कपीस को दो ग्राइंडिंग व्हील्स की मदद से मशिनिंग किया जाता है, एक घुम रहा होता है जबकि दूसरे व्हील की axis fixed होती है। वर्कपीस मैकेनिकल रूप से ड्राइवर से जुड़ा नहीं होता, बल्कि इसे इन दो पहियों द्वारा घुमाया जाता है, जोब वर्क टेबल पर रखा हुआ होता हैं , और material उसके बाहरी हिस्से से मशिनिंग होते जाता है। दोनों पहियों को एक ही दिशा में अलग-अलग गति से रोटेट किया जाता है।
1. Working principle:
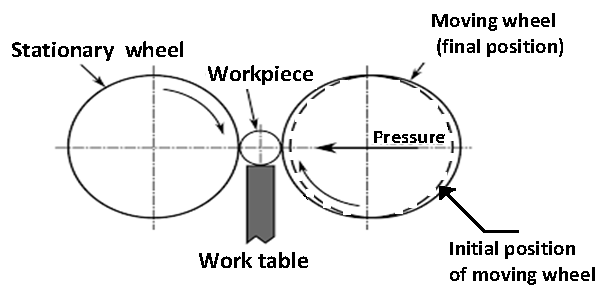
पहले, वर्कपीस को दो पहियों के बीच रखा जाता है, दोनो पहिये एक ही दिशा में अलग-अलग गति से घुमाए जाते है, एक पहिया, जिसे ग्राइंडिंग व्हील (as shown in the above figure) के रूप में जाना जाता है । उसकी axis फिक्स्ड होती हैं और वो अपने सेंटर पर रोटेट होता हैं । इसी rotation के कारन वर्कपीस पर दबाव ( load ) आता हैं, जिसकी दिशा निचे की तरफ होती हैं ( यानी के इसकी दिशा वर्कटेबल के opposite direction में होती हैं ) ।
यह पहिया आमतौर पर पोइंट ओफ कोंटेक्ट पर वर्कपीस की तुलना में ज़्यादा गति से घुमता हैं जीसके कारन ग्राइंडिंग की क्रिया होती है। लेकिन ग्राईन्डिंग कि क्रिया पुरी होने के लिये दूसरे पहिये को, जिसे रेगुलेटिंग व्हील के रूप में जाना जाता है, अपनी एक्सिस पर horizontal direction मे move करके वर्कपीस पर लेट्रल लोड लागू करना ज़रुरि होता हैं । यह पहिया वर्कपीस पर लेट्रल लोड लागू करने के लिए ही स्थित होता हैं, और आमतौर पर वर्कपीस को फंसाने के लिए, इस्कि surface rough (abrasive) होती है । दोनो पहियो कि गति एक दूसरे से relative होने से ग्राईन्डिंग की क्रिया successfully पुरी होती है और इस्से material removal रेट की सम्भाव्ना लगाइ जाती हैं ।
ऑपरेशन के दौरान, वर्कपीस रेगुलेटिंग व्हील के साथ घुम्ता है, पोइंट ओफ कोंटेक्ट पर, आइडियल रुप से. सेम linear velocity होति हैं और कोई फिसलन ( no slipping) भी नहीं होती हैं। पोइंट ओफ कोंटेक्ट पर ग्राइन्डिंग वाला पहिया तेजी से घुमता है, ओर वर्कपीस की सतह से फिसलता जाता है और मटेरीयल को चिप्स के फोर्म मे निकालता रह्ता हैं।
सेंटरलेस ग्राइंडिंग प्रोसेस की प्रक्रिया का वर्गीकरण (classification of centerless grinding process):
फीड के आधार पर (on the basis of feed):
Through-feed ग्राइंडिंग:
ग्राइन्डिंग की इस विधि में वर्कपीस को पूरी तरह से ग्राइंडिंग व्हील और रेगुलेटिंग व्हील के बीच की जगह से गुजारा जाता है और दोनों सिरों पर गाइड होते हैं
In- feed ग्राइंडिंग:
इस प्रकार के सेंटरलेस ग्राईन्डिंग का उपयोग किया जाता है जहां वर्कपीस का शेप complex होता हैं। इस ग्राइंडिंग में वर्कपीस को सपोर्ट के खिलाफ वर्क टेबल पर रखा जाता है। वर्कपीस के साथ कंट्रोल व्हील को फिर हाथ से ग्राइंडिंग व्हील के खिलाफ आगे बढ़ाया जाता है। इस विधि का उपयोग ज्यादातर कंधों और अनुमानित गठित सतहों (unwanted extended surface) के लिए किया जाता है।
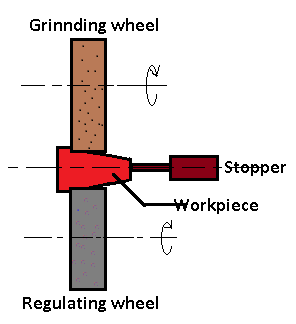
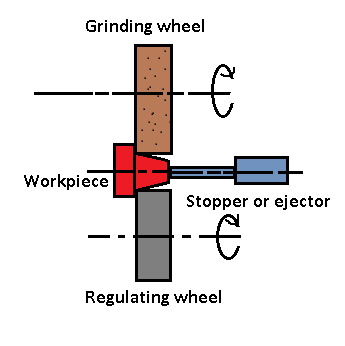
End-feed ग्राइंडिंग:
इस प्रकार में, वर्कपीस को पहियों के बीच लंबाई में फीड किया जाता है और जब तक यह अंतिम पड़ाव तक नहीं पहुंचता तब तक इसपर मशिनिंग होती है। इस विधि का उपयोग अक्सर उन जोब्स के लिए किया जाता है जिनके सिर grinding के लिए बहुत लंबे होते हैं ।
ओपरेशन के आधार पर (on the basis of operation):
एक्स्टर्नल ग्राइंडिंग :
इस प्रकार के सेंटरलेस ग्राइंडिंग का उपयोग वर्कपीस के बाहरी हिस्सों जैसे रोलर्स, पिस्टन, ट्यूब आदि को ग्राइन्ड करने के लिए किया जाता है।
इंटर्नल ग्राइंडिंग :
इस प्रकार के सेंटरलेस ग्राइंडिंग का उपयोग वर्कपीस के अंदरूनी हिस्से को पीसने के लिए किया जाता है।
Leave a Reply